Ohýbání plexiskla a polykarbonátu
Ohýbání plexiskla (plexi XT, plexi GS) a polykarbonátu (PC) je jednou z nejefektivnějších metod tvarování těchto plastových materiálů pro široké spektrum využití – od reklamních stojanů, krytů a designových prvků až po průmyslové součástky.
Jak proces ohýbání probíhá?
Proces ohýbání plexiskla a ohýbání polykarbonátu probíhá za pomoci řízeného nahřátí materiálu v přesně vymezené oblasti. Po dosažení potřebné teploty se materiál ohýbá do požadovaného úhlu nebo tvaru. Po vychladnutí si plast zachová nový tvar bez narušení pevnosti nebo průhlednosti.
Podle velikosti náhřívané plochy materiálu dělíme ohýbání na specifické typy:
- Ohýbání lokálním náhřevem
- Ohýbání celoplošným náhřevem
Lokálním náhřevem běžně ohýbáme materiály:
- ohýbání plexiskla XT a GS - materiál vhodný pro prezentační prvky
- ohýbání polykarbonátu PC - vhodný pro technické díly a bezpečnostní kryty
- ohýbání PET-G a A-PET - materiál s vysokou odolností proti chemikáliím
- Ohýbání forexu a foamaluxu (lehčené PVC)
- Ohýbání polypropylenových desek,
Proč spolupracovat s firmou PLEXIPLAST?
PLEXIPLAST – přesnost v každém detailu.- Mnohaleté zkušenosti, které nás řadí mezi lídry na evropském trhu.
- Vlastní výroba – vše řešíme přímo u nás, bez prostředníků.
- Flexibilita – malé i velké série, prototypy i zakázková řešení.
- Kvalita – důsledná výstupní kontrola.
Ukázka našeho zařízení na lokální náhřev plastových desek materiálu

Ohýbačka s vrchním i spodním náhřevem
Nahřívací reflektor

Nahřívací reflektor
Ohýbání plexiskla, ohýbání polykarbonátu, ukázky výrobků:

Ohýbaný prezentační stojánek na kosmetické produkty

Závěsný držák pro prezentaci produktů, detailní pohled na ohyb
Výroba formy na ohýbání plexiskla

Ohýbané kryty, plexisklo

Kryt z průhledného oranžového plexiskla s několika ohyby

Kryt z průhledného oranžového plexiskla s několika ohyby, spodní pohled

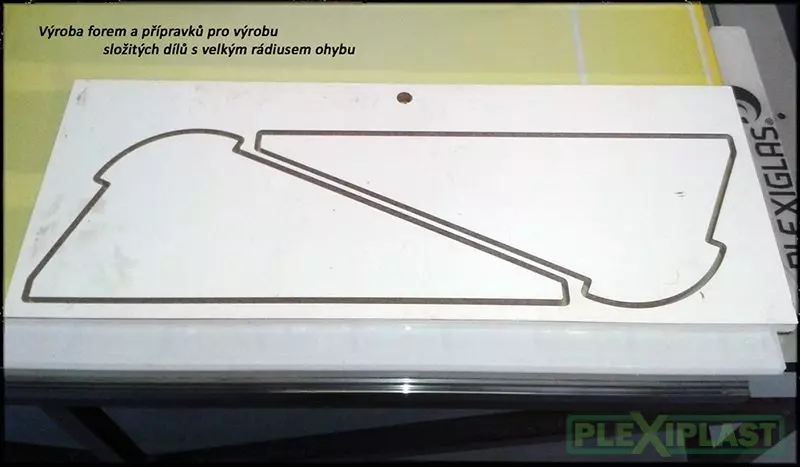
Ukázka výroby plexisklového krytu - rozvin vyrobený laserem
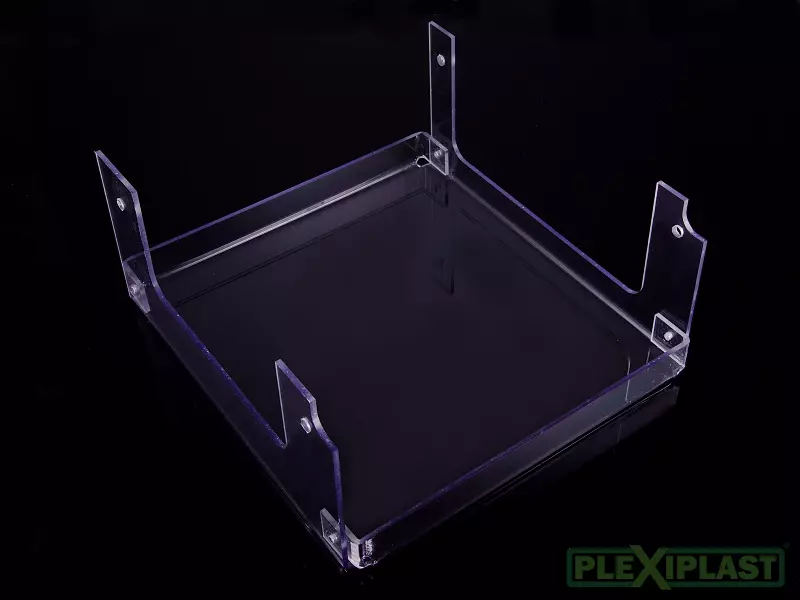
Ukázka výroby plexisklového krytu - pohled na hotový kryt, po ohybu
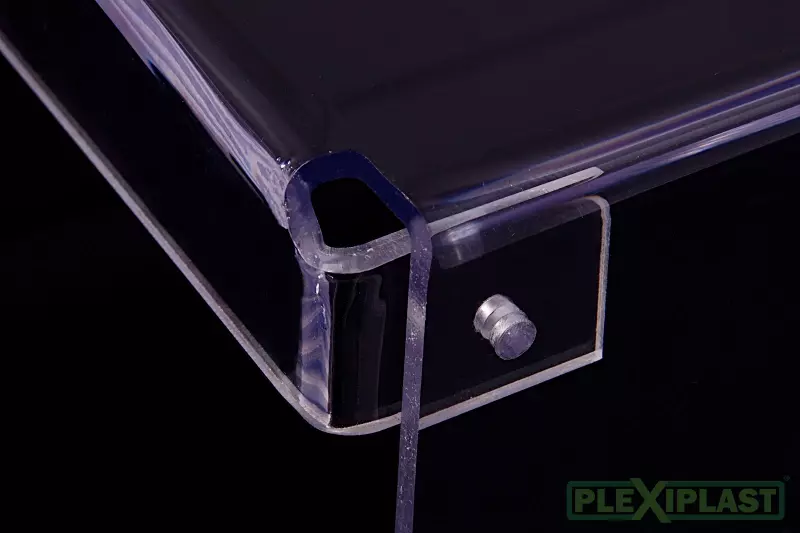
Ukázka výroby plexisklového krytu - detailní záběr na ohyb
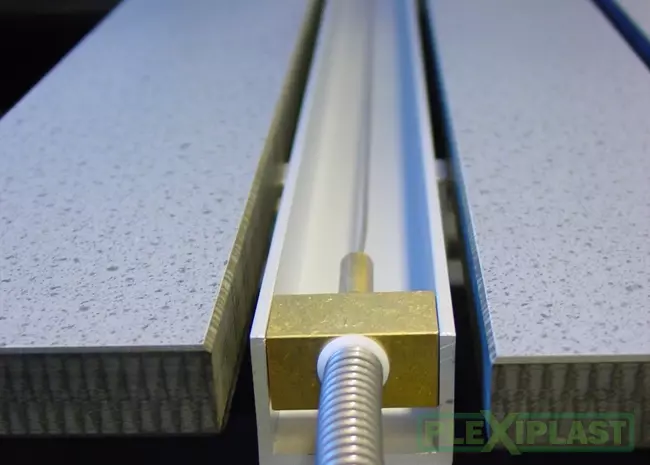
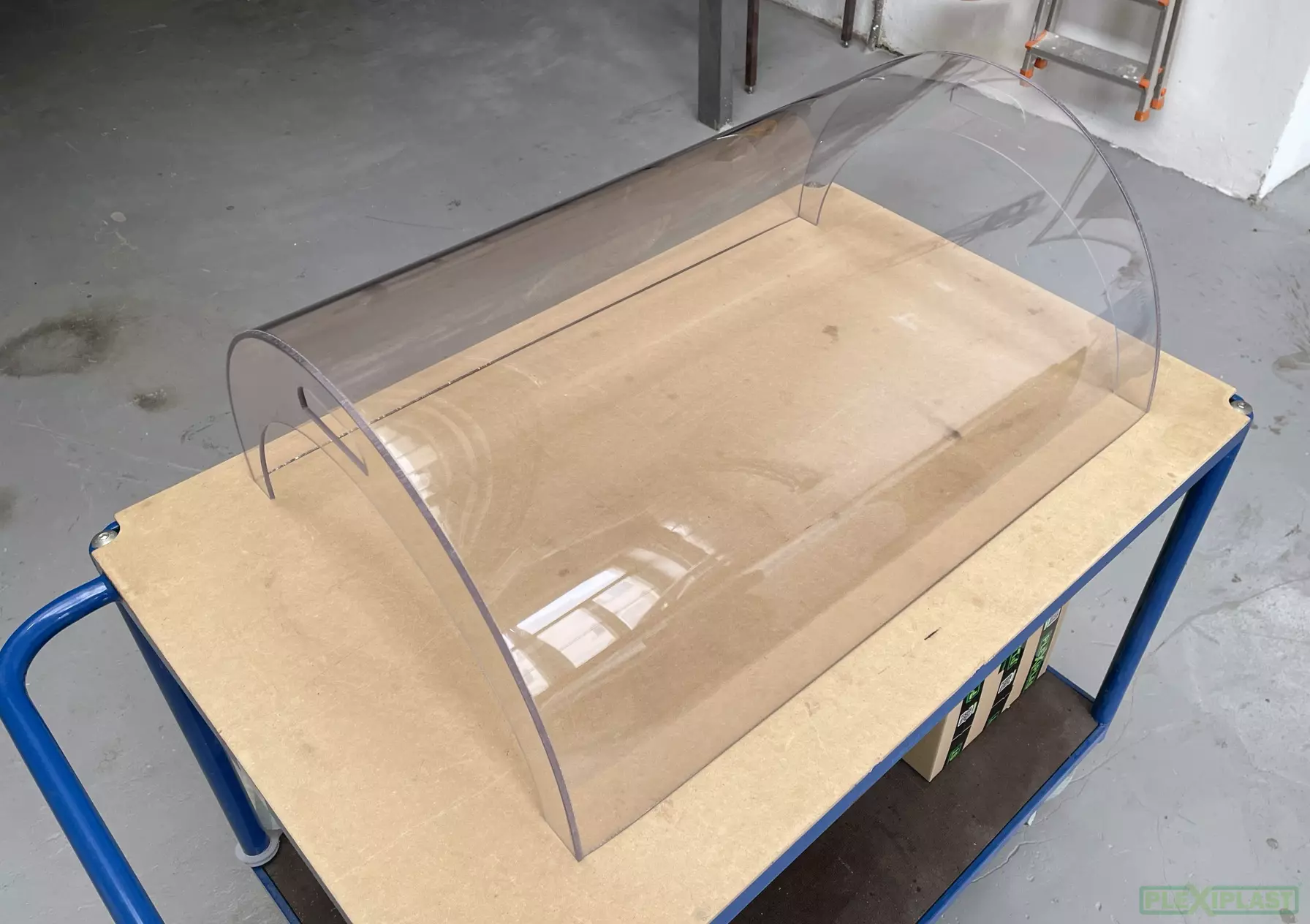
Plošné ohýbání desek, ohýbání plastů do oblouků
Plošné ohýbání plexiskla a polykarbonátu (obecně termoplastů) je značně složitější, nikoliv nereálné. Při tomto druhu ohýbání se vloží deska materiálu do speciální temperovací pece. Tvarování materiálu v peci je zajištěno předem vyrobenou pozitivní či negativní formou do které si materiál pomalu lehá a kopíruje tuto formu. Tím je docíleno rádiusu oblouku dle vyrobené formy (kopírování oblouku formy materiálem). Materiál se nenahřívá lokálně, ale celoplošně.
Všechny formy na výrobu složitých ohýbaných dílů si vyrábíme sami. Naše letité zkušenosti nám umožňují provést vhodný výběr výroby formy ( pozitivní či negativní forma) tak, abychom docílili správnosti požadovaného tvaru (oblouku) v nejlepší možné výrobní toleraci.
Plošné ohýbání plexiskla a polykarbonátu, ohýbání v temperovací peci:
Ohýbané plexisklo

Ohýbané plexi PMMA

Ohýbané plexi PMMA

Průběh plošného ohýbání

Průběh plošného ohýbání

Průběh plošného ohýbání

Ohnutý polotovar

Ohnutý polotovar
Princip ohýbání plexiskla
Jestliže ohýbáme plexisklo s malým přesahem, tj. ohyb např 30 mm, dojde k prohnutí materiálu.
Prohnutí je způsobeno lokálním náhřevem a následně vzniklým pnutím materiálu po ohybu.
Sušení akrylátů
Plexisklo a polykarbonát jsou známé svou negativní vlastností, kdy materiály samovolně sají vzdušnou vlhkost. Akryláty se proto musí před ohýbáním sušit v pecích, aby nedošlo po lokálním náhřevu k vytvoření nežádoucích bublin v materiálu.
Technický poradce
Kontaktujte našeho zkušeného technického poradce a dozvíte se vše o cenách a možnostech zpracování uvedených materiálů
PO TELEFONU
PROSTŘEDNICTVÍM EMAILU